The latest die-hardening process developed by EMA Induction Technologies combines the advantages of traditional induction heating/quenching and compression-type quenching processes.
The main performance is:
(1) Heat is generated directly inside the workpiece.
(2) There is no heat conduction loss.
(3) Energy saving.
(4) High productivity.
(5) Heating/quenching is rapid and process control is easy.
(6) No pollution.
First, the deformation and accuracy of the workpiece
Since the workpiece needs to be heated to 900-950 ° C for quenching, it will have an adverse effect, as follows:
(1) Thermal expansion causes changes in the size and shape of the workpiece.
(2) The workpiece is deformed during the quenching process due to irregular shape.
(3) Deformation of the workpiece due to irregularities in the distribution of the hardened layer.
(4) The volume expansion of the workpiece due to the transformation of the martensite structure (about 1%).
(4) The various factors above affect the deformation of the workpiece.
(5) Before the workpiece is quenched, internal stress remains in the workpiece during the processing and assembly stages.
During the heating and quenching stages, especially for thin-walled workpieces, all existing internal stresses within the interior are released and deformed.
In order to eliminate the deformation caused by these unavoidable effects and to achieve the required precision, it takes time and labor to carry out subsequent processing. Usually, after the workpiece is quenched, grinding and straightening are required.
Second, molded induction hardening
2. 1. Core mode induction hardening process
In order to overcome these unavoidable adverse consequences, EMA Induction Hardening Technology Co., Ltd. has developed a series of molded induction hardening machines, mainly for quenching of circular and disc-shaped workpieces, such as sliding sleeves. The conventional process for the workpiece after carburization is shown in Figure 1.
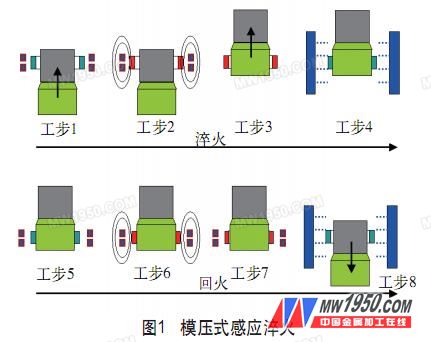
The deformed elliptical or non-circular sleeve is attached to the non-magnetic centering and clamping device (step 1) and then inductively heated to about 900 °C. After a certain period of time, the workpiece reaches an identical or uniform temperature, the core mold is in place (step 3), and the workpiece is immediately sprayed with the quenching liquid (step 4). From step 1 to step 4, the process of induction quenching to obtain a qualified part is illustrated. The correction mandrel is made of stainless steel, which can effectively prevent the workpiece from shrinking.
Next is the tempering process of the workpiece. The sensor is moved to the combined position of the sliding sleeve and the correction mandrel (step 5), and then the workpiece is tempered and heated (step 6). As the temperature rises, the sleeve expands, creating a small gap (step 7), and the sleeve can be pulled out from the other end of the mandrel without much effort, and the spring force is sufficient (step 8). After the quenching and tempering process is completed, the sleeve can be recooled to room temperature. Table 1 lists the main process parameters.

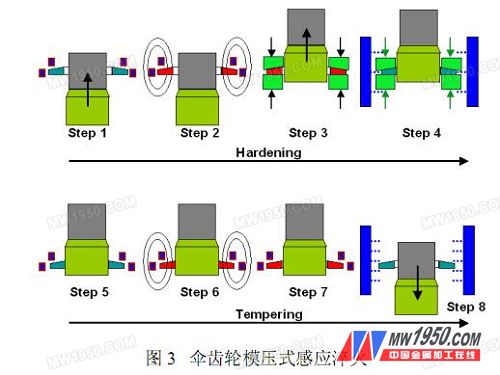
2.2 New induction hardening process
The bevel gear distortion is shown in Figure 2.

The new process is developed for the quenching process of bevel gears, but is not subject to parts. All workpieces have a flat, continuous surface so that the quenched workpiece can be obtained with sufficient dimensions.
In principle, the working mode of the new device is the same as the general mode described above. In addition, the new device has a firm bottom fixing and an upper fixing device, which can clamp the heated workpiece well and realize the pressure quenching process.
In contrast to the general compression-type quenching process mode, step 3 and step are fixed ways of change. After quenching in step 4, the fixture is not required and goes directly into the tempering phase.
Process parameters and results are shown in Table 2.

2.3. Advantages of machine tools
Compared with the traditional quenching and quenching process, the new machine has the following two distinct advantages:
(1) Under the conventional process, the workpiece is heated by a gas-fired hearth furnace, and the workpiece is transferred to a pressurizing device to apply pressure. The workpiece will cool down during the transfer phase, however the sensors in the new machine can heat the workpiece from room temperature, if necessary, or compensate for energy losses due to transfer. The time interval from the end of the heating to the start of the quenching is greatly shortened. This interval has a great influence on the quality of the workpiece.
(2) Quenching technology is also very distinctive. Four independently controllable quenching circuits (see Figure 3) are used: through the bottom mold, upper mold, non-magnetic core mold and outer mold, the cooling of the workpiece is minimized by adjusting the cooling method such as flow rate and opening time, duration, etc. . The entire quenching system is controlled by flow.
2.4. Process advantages
Taking the above devices and processes, EMA Induction Technologies combines the advantages of induction hardening and compression hardening:
(1) The process can be realized on the production line.
(2) Single piece flow.
(3) The process starts at any time and does not require a heating process as long as the furnace.
(4) Energy saving due to short heating time.
(5) Due to excellent control, high-quality repetitive production can be achieved.
(6) The final dimensional accuracy of the workpiece is the highest.
(7) The workpiece has small deformation and low scrap rate.
(8) There are fewer follow-up procedures.
However, the process is based on a carburized workpiece, so there is no need to change the material to medium carbon steel, and the hardened layer distribution does not change. Therefore, the process is less expensive than new parts or other processes that are entirely made from other materials. The molded quenching structure is shown in Figure 4.

| 1 | 2 | Next page |
OTIS Elevator Spare Parts, OTIS Elevator Parts
XiziOTIS Elevator Spare Parts, XiziOTIS Elevator Parts
Otis is the world's largest manufacturer and maintainer of people-moving products, including elevators, escalators and moving walkways. Founded more than 160 years ago by the inventor of the safety elevator, Otis offers products and services through its companies in more than 200 countries and territories, and maintains approximately 1.9 million elevators and escalators worldwide. Otis is a unit of United Technologies Corp., a leading provider to the aerospace and building systems industries worldwide
| People | Nearly 66,000 employees globally with approximately 1,000 branch offices |
| Revenue | $12 billion in 2015 |
| Installed Base |
Approximately 2.6 million Otis® elevators and escalators in operation worldwide |
| Service Base | Approximately 1.9 million elevators and escalators serviced by Otis worldwide |
| Countries | Products sold and serviced in more than 200 countries and territories |
| Manufacturing | Major manufacturing facilities on four continents |
| Engineering and Test Centers |
Otis has a network of research and engineering facilities and test towers around the world Company's two tallest elevator test towers are located in Shibayama, Japan (505 feet or 154 meters above ground; 89 feet or 27 meters below ground) and Bristol, Conn., United States (384 feet or 117 meters above ground) |
OTIS Elevator Spare Parts,OTIS Elevator Parts
CEP Elevator Products ( China ) Co., Ltd. , https://www.zjsmartcommercialescalators.com