1.3. Process performance adjustment
F8P4 flux is an alkaline slag system. The difficulty in adjusting the process performance is to solve the "pitting point". "Pee" is also called gas indentation. During the welding process, the solidification speed of the slag is fast, and the gaseous substances generated cannot escape from the surface of the molten pool through the slag, and stay at the interface between the molten pool and the slag. Metal is applied to form an indentation on the surface of the weld. F8P4 requires a higher alkalinity. A large amount of alkaline oxides such as CaO and MgO must be added to the slag. A large amount of CaCO3 is added to the sintered flux, which increases the oxidizing property of the flux and increases the gas production. "The smoke increases and deteriorates the process performance. On the other hand, CaCO3 decomposes in the sintered flux, and the volume of the flux particles is loose, which reduces the particle strength of the flux and affects the performance of the flux. Adding a large amount of MgO, although improving the slag permeability and reducing the "pitting point", MgO easily combines with water to form Mg(0H)2, increasing the hydrogen content in the flux, resulting in an increase in the diffused hydrogen content in the deposited metal. Its amount is limited. In the adjustment process, we replaced some CaCO3 and SiO2 slag with some neutral oxides (such as Al2O3, ZrO2, etc.). In the alkaline slag system, CaF2 content is large, CaF2 is used to replace part of MgO, and a small amount of CaSiO3 is used instead of part of CaCO3, so that F8P4 flux can achieve satisfactory process performance while ensuring high alkalinity.
1.4. Adjustment of low temperature toughness
In the process of adjusting the mechanical properties of deposited metal, the most difficult to achieve is the low temperature impact toughness AKV (-20 °C) ≥ 54J, because domestic welding Cr-MO heat-resistant steel only requires normal temperature impact absorption work, and F8P4 is according to foreign requirements. Instead of imported products, it brings some difficulty to the design. We take the following measures to improve the low temperature impact toughness of the weld:
(1) Selection of raw materials: The main components of the raw materials used must have high purity (content), and the content of harmful elements such as S and P should be strictly controlled. During the welding process, once the S and P in the raw materials enter the molten pool, they are not easy to remove. P is more difficult to remove, directly affecting the inherent quality of the weld.
(2) Improve the alkalinity of the flux: F8P4 flux has a high alkalinity, controlled at Bi=2.7, the diffused hydrogen content and oxygen content of the deposited metal are very low, and the S and P in the flux are difficult to weld to the weld. transition.
(3) Adjustment of alloy system: During the process of adjusting mechanical properties, it was found that the alloying system was optimized with a small amount of Ti-B-Ni. The addition of trace amounts of Ti and B could change the distribution of inclusions in the weld and effectively Refine the ferrite grains to improve the toughness of the weld.
1.5. Determination of weld chemical composition and mechanical properties of deposited metal
1.5.1 Chemical composition of deposited metal:
After repeated experiments, it is determined that the chemical composition and mechanical properties of the deposited metal after welding F8P4 flux with H08CrMoA are as follows:
Table 5: % of deposited metal chemical composition (TABLE 5: CHEMICAL COMPOSITION OF DEPOSIT METAL):
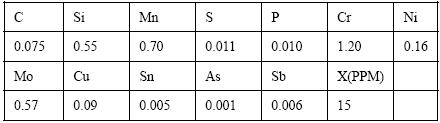
X=(10P+5Sb+4Sn+As)/100
= (10 × 0.01 + 5 × 0.006 + 4 × 0.005 + 0.001)
/100
=15ppm
1.5.2 Mechanical properties of deposited metal
(1) Base metal: 12CrMo steel plate, specification 300×150×20, groove type according to GB12470-90 “Low alloy steel submerged arc welding flux standardâ€.
(2) Welding wire: H08CrMoA welding wire specification is Φ4.0mm, and the measured chemical composition is shown in Table 6.
Table 6: Chemical composition of H08CrMoA wire (TABLE 6: COMPOSITION OF WIRE H08CrMoA)

(3) Power supply characteristics: DC reverse connection (4) Process parameters: First layer: I=450A U=32V V=360mm/min
The remaining layers: I=500-550A U=32V
V=420 mm/min
Interlayer temperature ≤300°C
(4) PWHT: According to technical indicators.
(5) Diffusion hydrogen content of deposited metal:
According to the requirements of GB/T3969-1995 "Determination method of diffusible hydrogen in deposited metal", the method is determined by glycerol method, and the result is: 0.95mL/100g.
(6) Mechanical properties of deposited metal (TABLE 7: MECHANICAL PROPERTIES OF DEPOSIT METAL)
Table 7

(7) Hardness test of deposited metal: at least four layers are deposited on the 20×50×100mm steel plate according to the above process parameters, the test block is heat treated at 680°C±10°C×6h, and then the hardness point is determined according to GB231. Table 8 (TABLE 8).
Table 8

From the above test results, all the indicators are in line with the technical requirements of F8P4 flux, and the production of batch flux, through the process evaluation and trial use of Sinopec Nanjing Chemical Industry Co., Ltd. chemical machinery factory, can fully meet the use requirements.
2 conclusion
2.1. The F8P4 submerged arc heat-resistant steel sintered flux has good process performance and physical and chemical properties, meeting the design requirements.
2.2. F8P4 flux, deposited metal has low diffusible hydrogen content and low brittle transition temperature, which can meet the requirements of welding. After mass production, it is used by Sinopec Group Nanjing Chemical Industry Co., Ltd., which has replaced the imported products and saved foreign exchange. .
Previous page
|
OTIS Elevator Safety Gear, Thyssen Elevator Safety Gear, KONE Elevator Safety Gear, GiantKONE Elevator Safety Gear, ThyssenKrupp Elevator Safety Gear, Schindler Elevator Safety Gear, XJ Schindler Elevator Safety Gear, Xizi OTIS Elevator Safety Gear, Mitsubishi Elevator Safety Gear, Shanghai Mitsubishi Elevator Safety Gear, Fujitec Elevator Safety Gear, Hitachi Elevator Safety Gear, Toshiba Elevator Safety Gear, Hyundai Elevator Safety Gear, LG Elevator Safety Gear, Sigma Elevator Safety Gear, Express Elevator Safety Gear, GUANGRI Elevator Safety Gear, FUJI Elevator Safety Gear, BLT Elevator Safety Gear, CANNY Elevator Safety Gear, SJEC Elevator Safety Gear, KOYO Elevator Safety Gear, IFE Elevator Safety Gear
progressive type safety gear, progressive safety gear, gradual-clamp safety, gradual wedge clamp safety, car safety, car safety gear, car safety mechanism switch, flexible guide clamp safety, flexible wedge clamp safety, instantaneous safety, instantaneously type safety gear, instantaneously safety gear, wedge-clamp type safety, wedge type safety gear, equalizing rod, wedge shaped jaw, safety gear, catch block, safety reset hole, safety jaw, safety block, safety plank, stopping distance of safety, safety gear block, counterweight safety, roller type safety, captive roller safety gear, sliding type safety, gradual safety |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Elevator Safety Gear,Elevator Progressive Safety Gear,Elevator Safety Parts,Escalator Parts Safety Gear
CEP Elevator Products ( China ) Co., Ltd. , https://www.zjelevatorcontrolsystem.com