Foreword
In the calculation of welding temperature field, the research on TIG welding is quite complete, but there is still some research on the more complicated welding process of gas metal arc welding (GMAW) in the welding heat source distribution mode and the influence of droplets on the molten pool. problem. The basic idea of ​​the finite element method is to discretize the solution region into a finite number of cells connected to each other according to certain rules, and then assemble the system equations and solve them. It not only successfully solves structural analysis problems, but also is widely used in heat transfer, fluid dynamics, electromagnetics and acoustics [1]. Therefore, the author used ANSYS finite element software to consider the influence of droplets on the energy and momentum of the molten pool in a new heat source mode, and calculated the temperature field of GMAW.The intelligent diagnosis of welding quality mainly uses artificial neural network to control the welding parameters to change the weld formation and appearance size. The application of neural network technology in the welding process is mostly the use of the network for the modeling and control of the welding process. The basic idea of ​​neural networks is to simulate the intelligence of the human brain from the way of bionics, so that the technical machine has the ability to simulate human perception, learning and reasoning behavior, which is to deal with the increasingly complex system problems faced by today's science and technology. Has important significance [2]. The author used the widely used BP neural network to establish a predictive model of GMAW, and applied MATLAB6.1 to calculate BP neural network.
I. Establishment of the temperature field model of GMAW molten poolGMAW utilizes the arc heat between the continuously filled metal electrode (melting pole) and the workpiece, and also uses the heat and momentum of the transitional droplet into the bath to melt the metal to be welded. The droplet transfer is a process in which the wire melts the metal to transfer energy, momentum and mass to the molten pool. The result of this additional heat input from the weld pool and the heat input to the welding arc is an important factor in determining the temperature distribution of the weld pool and heat affected zone. On the other hand, the droplets carry a certain amount of momentum when they reach the molten pool, and the droplets transmit the momentum carried by the droplets to the weld pool through the impact on the molten pool. Therefore, the fluid flow and heat transfer model of the GMAW bath not only considers the heat that the droplets carry into the bath, but also considers the impact of the droplets on the bath and the increase in molten metal in the bath.
For the laminar flow and heat transfer process of incompressible fluids, the governing equations are mass conservation equations, energy equations and momentum equations. In the three-dimensional moving coordinate system, the torch is at a speed u along the x-axis direction. Movement, the model of the molten pool temperature field is
 (1)
(1)
 (2a)
(2a)
 (2b)
(2b)
 (2c)
(2c)
 (3)
(3)
Where: Ï is density; Cp is constant pressure specific heat; T is temperature; k is thermal conductivity;  Is the viscosity coefficient; P is the pressure; u, v, w is the flow velocity of the molten metal in the x, y, z direction; ΔH (x, y, z) is the heat enthalpy of the droplet.
Is the viscosity coefficient; P is the pressure; u, v, w is the flow velocity of the molten metal in the x, y, z direction; ΔH (x, y, z) is the heat enthalpy of the droplet.
Second, the establishment and calculation of GMAW finite element model
For the practical problem of flat GMAW, the heat source is added to the center line of the test piece, and the size of the finite element calculation test sample is 50mm×30mm×6mm, and the finite element analysis of the Q195 steel welding zone is carried out. In order to simplify the calculation of the finite element, a form of plate surfacing is used.
2.1 division of the grid
The finite element cell grid is shown in Figure 1. For the problem of welding heat source loading, if the mesh generated by the default cell size will make the generated mesh unsuitable, this requires in-depth meshing. Use local meshing to control the overall cell size by the cell side length. The mesh near the heat source is divided more densely, and the part far away from the heat source divides the mesh on the one hand, and the sub-structure technology condenses the cells in the local area into super-cells on the other hand, so as to save the machine in the latter solution. Time. The resulting nodes and unit numbers are collated and compressed.
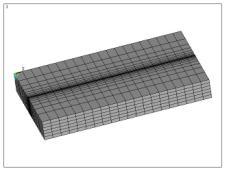
Figure 1 Meshed model
2.2 Selection of physical units
The physical element SOLID70 with three-dimensional 8 nodes and degrees of freedom as temperature can be coupled with various loads, and its schematic diagram is shown in Fig. 2.
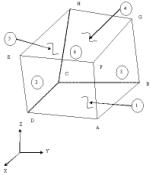
Figure 2 SOLID70 unit diagram
Next page
We carry high quality Elevator Cast Iron Pulley as below
Elevator Guiding Pulley
Elevator Diverting Pulley
Elevator Deflecting Sheave
Elevator Deflector Sheave
Elevator Suspension Sheave
Elevator Suspension Pulley
Elevator Diversion Sheave
Elevator Crosshead Sheave
Elevator Car Top Pulley
Elevator Car Bottom Pulley
Elevator Cast Iron Pulley
Elevator Casting Pulley
Elevator Counterweight Sheave
Elevator Counterweight Pulley
High Speed Elevator Double Wrap Pulley
for all major elevator and escalator brands as below
OTIS Elevators, ThyssenKrupp Elevators, Schindler Elevators, KONE Elevators, Mitsubishi Elevators, Fujitec Elevators, Hitachi Elevators, Toshiba Elevators, Fuji Elevators, Express Elevators, Sigma Elevators, LG Elevators, Hyundai Elevators, BLT Elevators, CANNY Elevators, SJEC Elevators, KOYO Elevators, IFE Elevators, Thyssen Elevators, GiantKONE Elevators, XJ Schindler Elevators, Xizi OTIS Elevators, Shanghai Mitsubishi Elevators, GUANGRI Elevators


Elevator Suspension Pulley, Elevator Diverting Pulley, Elevator Deflecting Sheave, Elevator Deflector Sheave, Elevator Guiding Pulley, Elevator Car Top Pulley
CEP Elevator Products ( China ) Co., Ltd. , https://www.zjfullelevatorreplacement.com