In the process of automated manufacturing system, in order to ensure the processing quality and the normal operation of the system, it is necessary to detect and monitor the system operation status and processing process (as shown in the figure below). The operation status detection and monitoring function mainly detects and collects information about the basic components of the automated manufacturing system and the operating status of the system. After processing the information, it is transmitted to the monitoring computer to deal with the abnormal situation to ensure the normal operation of the system. The detection and monitoring functions of the machining process are mainly for the detection of the machining accuracy of the parts and the detection and monitoring of the wear and tear of the tools during the machining process.
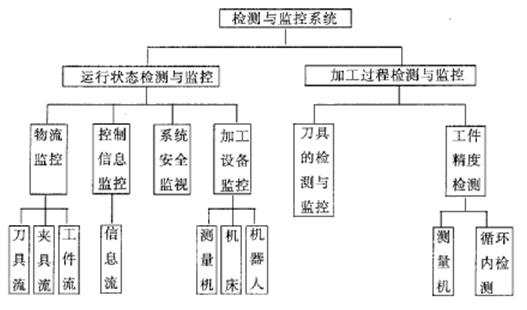
Inspection and monitoring system composition diagram
1, running status detection and monitoring
In an automated manufacturing system, the operational status that needs to be detected and monitored typically includes:
(1) Tool information refers to: 1 whether the tool is damaged; 2 which machine tool belongs; 3 tool type; 4 damaged form; 5 with or without spare tool; 6 whether it has been processed; 7 tool usage statistics.
(2) Machine status information refers to: 1 whether the machine tool is in normal use; 2 machine tool spindle working condition; 3 machine tool table working condition; 4 tool changing mechanism working condition; 5 vibration condition affecting processing quality; 6 main relay situation; 7 downtime and so on.
(3) System operation status information refers to: 1 trolley position status; 2 trolley idle condition; 3 pallet position; 4 pallet idle condition; 5 pallet station idle condition; 6 workpiece position; 7 robot working state; Workpiece; 9 central tool magazine tool conditions, etc.
(4) Online dimension measurement information refers to: 1 qualified information; 2 unqualified information (including rework, scrap, dimensional change trend, workpiece quality comprehensive information, etc.).
(5) System security information refers to: 1 grid voltage situation; 2 fire situation; 3 temperature condition; 4 humidity situation; 5 personnel situation.
(6) Simulation information Refers to: 1 whether the NC program of the part is accurate; 2 whether there is collision interference; 3 the result of simulation comprehensive results.
2, the workpiece size accuracy detection method
Workpiece dimensional accuracy is an indicator that directly reflects product quality. Therefore, in many automated manufacturing systems, the method of measuring the workpiece size is used to ensure product quality and system operation.
(1) Direct measurement and indirect measurement The measured value of direct measurement and its measurement error directly reflect the measured object and measurement error (such as the size of the workpiece and its measurement error). In some cases, due to the structural characteristics of the measurement object or the limitations of the measurement conditions, it is difficult to use direct measurement. Only by measuring another quantity that has a certain relationship with it (such as controlling the workpiece size by measuring the displacement of the tool holder) , that is, indirect measurement.
(2) Contact measurement and non-contact measurement The measuring head of the measuring instrument is directly in contact with the surface of the object to be measured, and the amount of movement of the measuring head directly reflects the change of the measured parameter, which is called contact measurement. The measuring head does not directly contact the workpiece, but reflects the change of the measured parameter by means of changes in intensity such as electromagnetic induction, beam, air pressure or radioisotope ray, which is called non-contact measurement. Since the measuring head of the non-contact measuring method does not wear or excessively measure the measuring object, it is advantageous to measure and improve the measuring accuracy during the movement of the object, so in the modern manufacturing system, the automatic detection of the non-contact measuring method And monitoring methods have obvious advantages.
(3) On-line measurement and off-line measurement The detection of the object under test during the machining process or the operation of the processing system is called online detection or online inspection. Sometimes, after analyzing and processing the measured data, the processing process is adjusted by the feedback control system. Ensure the quality of the processing. If the test object is processed and then separated from the processing system and then tested, it is offline measurement. The results of off-line measurements often require manual intervention to enter the control system to adjust the process. Online measurement can be divided into inter-process (in-cycle detection) and final process detection. Inter-process inspection can realize on-line detection and real-time compensation of processing accuracy, and final process inspection realizes final inspection and statistical analysis of product quality.
Next page
The utility model discloses a Kitchen Shower head that is convenient to switch the water outlet mode, has a compact structure, and is easy to use, and a kitchen faucet using the kitchen shower head. , The shower head is provided with a water separator, and the water separator is provided with an annular flow channel and an inner flow channel respectively connected to the spray water outlet body and the V-shaped water outlet body, and the lower end of the outer wall of the water separator is upwardly circular A plurality of water inlet holes connected to the annular flow channel are provided, and a first sealing ring is provided on the lower side of the water inlet hole; the water outlet end of the shower body is connected with a converter, and the converter is provided with a communicating In the water diversion cavity at the water outlet end of the shower body, the lower end of the water diversion device is installed in the water diversion cavity and can move up and down, and the upper end of the inner wall of the water diversion cavity is provided with a convex ring matching the first sealing ring, so The bottom surface of the water diversion cavity is provided with a sealing gasket that can seal the inner flow channel.
Waterfall Shower Head,Overhead Shower Head,Push Button Hand Shower,Brushed Nickel Sink Faucet
Yuyao Zelin Sanitary Ware Co., Ltd , https://www.kitchen-sinkfaucets.com