Due to the difference in plasticity of the metal material itself, the diameter of the screw hole determined by the above formula may vary from metal to metal. Non-ferrous metals are slightly smaller than ferrous metals. Therefore, it is necessary to make some corrections to the calculated value of the screw hole diameter according to the actual situation.
The screw hole diameter size of the part has a great influence on the quality of the thread after extrusion. If the blank hole is too large, the extruded thread is incomplete; if the blank hole is too small, the pressing force will be too large, causing the surface of the thread to "peel" and even causing excessive stress inside the thread to cause cracks. Thus the accuracy and surface quality of the threads extruded by the extrusion taps are highly dependent on the diameter of the blank prior to extrusion.
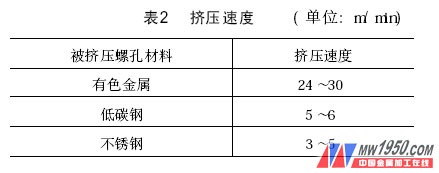
The characteristics of the extrusion tap determine the speed at which it can be operated. The extrusion speed is different depending on the material to be processed. For high thread precision requirements, the extrusion speed should be no more than 5m / min, see Table 2.
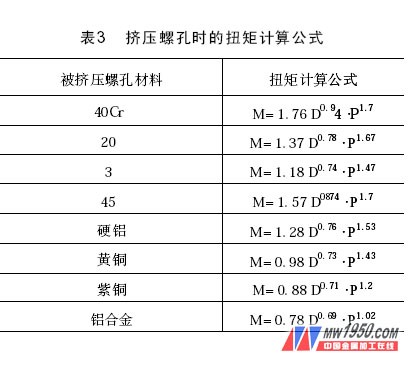
(7) Determination of the extrusion torque The material hardness at the time of pressing the screw hole, the diameter of the extruded screw hole and the pitch have a large influence on the torque. The torque of the extrusion tap is 1 to 2 times larger than the cutting tap. The torque calculation formula is shown in Table 3.
(8) Application of cutting fluid The cutting fluid is used to squeeze the thread, which can reduce the friction and deformation work, and avoid or reduce the "bonding" between the tap and the screw hole, and improve the life of the tap and the surface quality of the thread.
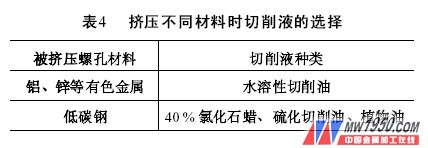
Since the difference between the diameter of the extrusion tap and the diameter of the tapped hole is closely related to the cutting fluid used, different cutting fluids should be used for different screw hole materials. See Table 4.
5. Conclusion (1) Compared with ordinary taps, the application of extrusion taps can generally work on the automatic nut tapping machine with the maximum spindle speed, which greatly improves the productivity.
One manufacturer originally used straight groove taps to process copper electrical components, and often had the phenomenon of “thread rot†and “tape stickingâ€. Most of the screw holes are M3 to M6, and it is difficult to clean the copper chips in the small holes. After the parts are assembled, the copper chips often fall out, causing a short circuit, which becomes a big problem. After accepting the suggestion, after using the extrusion tap, everything is solved. Improve the life of the tap by more than 4 times, reduce the production cost by 50%, and more importantly, the chipless processing ensures the safety of electrical components.
(2) Compared with ordinary taps, the surface quality of the thread after processing is significantly improved, which greatly reduces the tapping phenomenon of the tap and reduces the processing cost.
(3) Extrusion taps When processing medium carbon steel materials on automatic nut tapping machines, there are still many problems that need to be explored and solved in future production practice.
For more articles, please refer to "Mechanical Workers" Cold Processing 2007 No. 1
Previous page
Automatic Polishing Machine specific Polishing Slurry, also known as liquid wax, water wax, polishing oil, machine Polishing Wax, etc., includes soft metal coarse and medium polishing slurry, stainless steel and other hard metal coarse and medium polishing slurry, soft metal fine polishing slurry, paint surface, furniture, musical instruments and other fine polishing slurry, plate making industry specific polishing slurry, stainless steel and other hard metal fine polishing slurry, as well as mirror polishing, etc
Polishing Liquid Compound,Car Polishing Compound,Compound And Polish
Jiangmen Gude Polishing Equipment Co., Ltd , https://www.kokipolishing.com