2.2.2 Arc length control system
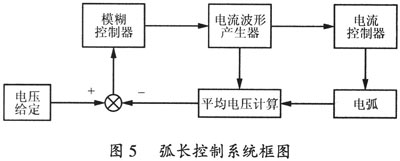
The stability of the welding arc length depends mainly on two aspects: one is the self-regulation of the arc; the other is the welding parameters and the selected process. The traditional arc control method has to consider the range of the entire wire feeding speed because of the parameter selection of the arc voltage controller, so it can only guarantee the best arc length control effect in a certain interval. In addition, it is desirable that the arc length adjustment process can be performed quickly and stably. Considering the shortcomings of traditional PID control, and the current fuzzy control is relatively mature, the system uses fuzzy controller to design the arc voltage feedback part.
First, each pulse is taken as the starting point, sampled with 100μs as the sampling period, and the average voltage is calculated, and the average voltage obtained is compared with the given voltage value to obtain the rate of change of voltage deviation and voltage deviation, and then according to the experience of the welder. Design fuzzy controller, the input quantity is the rate of change of voltage deviation and voltage deviation, obtain the base time of the next pulse through fuzzy reasoning and defuzzification, and send the calculated base time to the current waveform control part to modify the current control waveform. , thereby adjusting the melting speed so that the average voltage of the pulse is equal to a given voltage. The block diagram of the arc length control system designed according to this idea is shown in Fig. 5.
2.2.3 Expert Control System
An expert system is a computer program system that simulates human experts to solve problems in specific areas. The welding expert system contains a large number of experts and knowledge in the field of welding, and can solve the adjustment and coordination problems in the welding field according to the knowledge of welding experts. The welding expert system belongs to the analytical expert system and solves the classification problem. Often the action taken on the classification problem is the interpretation. The explanation operation is mainly to identify the operation. In the welding expert system, the working condition is to be identified. According to the input, the corresponding solution is obtained from the expert system database. This solution may not be unique or incorrect. The inference engine filters the solution to obtain the optimal solution. The following is the specific work process:
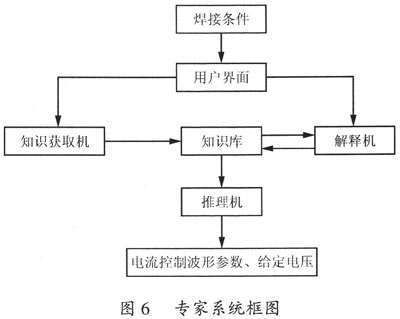
First, on the welder display panel, the welder selects the welding conditions, including the welding material, the base material type, the base material grade, the base metal thickness, the wire diameter, the shielding gas, the wire feed speed, and the like. At the same time, appropriate measures are taken to make the conditions associated with each other not contradictory, and the legal conditions of the input conditions are checked. The parameters of the current control waveform are then determined by the expert system based on the selected welding conditions. Finally, the given voltage of the arc control section is determined. At the same time, in order to achieve the preservation of welding specifications, a knowledge acquisition machine was designed.
The expert system block diagram is shown in Figure 6.
3 system software design
The pulsed MIG inverter welder is a complex multiprocessor system. The software design includes the programming of the MC56F8523 DSC on the main control board, the programming of the welding expert system of the main control board MC9S12DP256, the software design of the MC9S08GT60 MCU on the wire feeder, the software design of the panel and the AT89C51 MCU on the remote control box.
Each subsystem's software implements some functions of the welder. Each subsystem communicates via the RS-485 bus and is scheduled by the MC9S12DP256. The DSC on the main control board mainly controls the welding process, including the control of the current closed-loop box voltage closed loop. The system software adopts modular design, which makes the program structure clear and facilitates the expansion of the system structure.
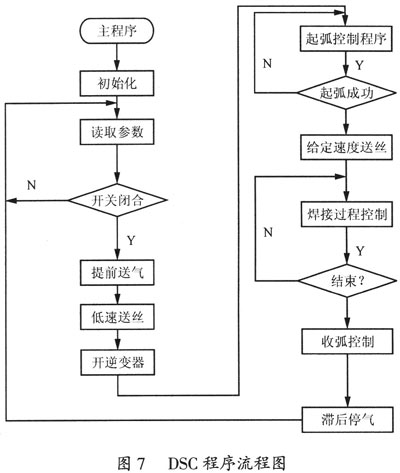
This paper gives the design of the welding control program. This part of the program is the main part of the system and directly controls the movement of the welder. The program flow chart is shown in Figure 7.
4 Conclusion
This paper systematically introduces the design of MIG arc welding power supply control system based on DSC+MCU, and proposes the realization of fuzzy control on DSC. Practice has proved that the system works stably, has good performance indicators, and completes the requirements of the design system.
Previous page
The shower niche is a space for storing and placing items. It is recessed on the wall and does not occupy the space of the bathroom. It has a very good expansion function. Our shower niche are made of high-quality stainless steel, which is strong and durable, not easily deformed, and has excellent decorative properties.
Shower Niche,Tile Shower Niche,Recessed Shower Niches,Shower Niche Tile
JIANGMEN MEIAO KITCHEN AND BATH CO.,LTD , https://www.meiaogroups.com