ã€Abstract】 This paper introduces the current situation of heat treatment industry at home and abroad in recent years. From the aspects of design, material selection, heat treatment process and examples of heat treatment industrial furnace, the new technology and prospect of heat treatment energy conservation are expounded.
In recent years, China's heat treatment industry has been greatly developed, especially since the reform and opening up. The introduction of foreign advanced technology and advanced equipment has greatly promoted the development of China's heat treatment technology, making China's heat treatment technology a big step forward and shortening the gap with advanced countries. However, the current situation of China's heat treatment industry is still far behind the developed countries. The development of heat treatment in China still requires heat treatment workers to continue to work hard to catch up with and surpass the world's advanced level.
First, the current status of the heat treatment industry abroad
Gas radiant tube
At present, most of the heat treatment equipment in Europe has adopted gas radiant tubes, which are heated by natural gas. Gas heating technology and equipment are very mature in Europe. The natural gas burner has a standard series, which is manufactured by a professional burner factory, and the inner tube of the gas radiant tube is changed from stainless steel to ceramic, which prolongs the service life and increases the power. Natural gas heating helps increase energy efficiency and reduce production costs.
2. Fully controlled heat treatment production line
In order for the workpiece to automatically complete the required heat treatment process on the production line, the continuous furnaces of a specific design are connected to each other. The furnace can be multi-directionally penetrated, and the workpiece basket can be rotated 90° into the lower heating zone or the transition incubator, and then passed through the conveying mechanism to the next process or into the cooling room for cooling. Both the furnace structure and the conveyor have a relatively high level. Taking a controlled atmosphere box furnace as an example, in order to meet the implementation of heat treatment processes such as carburizing, carbonitriding, nitrocarburizing, quenching or bright quenching, and austempering, the workpiece on the tray and the rack is cold chained. The driving mode is automatically fed, passed, and sent out of the furnace to complete the required process in the respective furnaces. The box furnace is used in conjunction with the corresponding computer-aided measurement, control and regulation system to form separate module units that are easily interconnected to form a complete, flexible, combined automatic heat treatment system.
3. High-pressure gas-quenched sealed box furnace and multi-chamber through-sealed box furnace High-pressure gas-quenched sealed box-type rear chamber is a sealed box furnace structure, and the front chamber is subjected to high-pressure gas quenching. The workpiece is not heated by oxidation in the protective atmosphere of the back chamber or carburized in a carburizing atmosphere, and is subjected to non-oxidative bright quenching in the front chamber. The back chamber lining is alumina and heat-insulating ceramic fiber, the heating element is horizontal parallel electric radiant tube, and the hot air circulation fan is placed in the furnace. The protective atmosphere can be methanol or nitrogen; the middle part of the front chamber is the workpiece gas quenching chamber, and the lower part is the intake pipe. The upper part is a cooling return air heat exchanger. The front and the outside side are equipped with a variable frequency speed regulation high-power fan, and the workpiece is cooled and quenched by rapid circulation of nitrogen or helium gas, and the quenching cooling speed can be controlled by adjusting the fan speed. The workpiece after high pressure gas quenching has no oxidation, the surface is silver gray, and the deformation is small, which avoids the cleaning process required after oil quenching. The multi-chamber through-sealed box furnace is manufactured by Ipsen, Germany. After preheating and carburizing in the front chamber, the workpiece is sent to the back chamber for quenching, and then directly discharged from the back to reduce the idle time of the heating chamber to improve work efficiency. , reduce energy consumption.
Second, the status quo of China's heat treatment industry
At present, the domestic heat treatment industry is still an industry with huge energy consumption, and is known as the “electric tigerâ€. Industrial furnaces are large energy consumers, accounting for 1/4 of the country's total energy consumption and 60% of total industrial energy consumption. Compared with developed countries, under the same energy consumption conditions, its output is more than five times that of China's production. Due to the energy shortage in China, the potential for energy saving in heat treatment equipment is a necessary measure to save energy.
1. Reasons for low energy efficiency in the domestic heat treatment industry
(1) The heat treatment equipment is outdated, the lining heat storage is large, the furnace wall temperature rises, the heat dissipation is high, and the heat preservation performance is poor.
(2) Process is conservative and equipment management is backward. According to statistics, traditional processes account for more than 90%, while less than 10% use new energy-saving technologies. In addition, in equipment management, the load rate of equipment and the utilization of equipment are low, which is also the main reason for low energy utilization.
(3) The heat treatment process equipment is cumbersome, consumes a large amount of energy, and a large amount of waste heat cannot be recycled, and the heat treatment repair rate and the scrap rate are high.
(4) Waste of water resources. Most of the cooling systems of domestic heat treatment equipment are cooled by water.
2. Improved measures
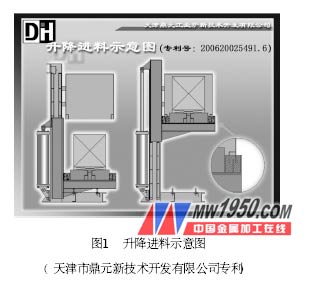
(1) Renovation of heat treatment equipment, reduce the heat storage capacity of the lining, reduce the temperature rise of the furnace wall, and improve the thermal insulation performance of the industrial furnace. For example: The continuous isothermal normalizing furnace manufactured by Tianjin Dingyuan New Technology Development Co., Ltd. has a full fiber structure to ensure the heat preservation performance of the furnace, reduce the heat storage capacity of the furnace lining, and reduce energy consumption. The front chamber of the continuous carburizing line produced by it consists of a square and open-ended front chamber and a lifting platform with a sand-sealed groove. The workpiece is lifted into the front chamber by the lifting action of the lifting platform, and the front chamber sand sealing knife is inserted into the sand sealing groove on the lifting platform to form a reliable labyrinth sand sealing structure.
The production line uses the patented front chamber of the above structure (see Figure 1). The special structure of the front chamber and the reliable sealing performance, as well as the upward movement of the high temperature atmosphere in the furnace, effectively control the area and front chamber of the carburizing furnace. The overflow of the process atmosphere improves the stability of the atmosphere in the carburizing furnace, reduces the energy consumption of the production line, and improves the production and quality of the production line.
(2) Use advanced heat treatment processes and make the equipment fully utilized. For example: The continuous isothermal normalizing furnace manufactured by Tianjin Dingyuan New Technology Development Co., Ltd. can use the residual heat after forging of the workpiece for normalizing treatment, which not only reduces energy consumption, but also improves productivity, and also makes the residual heat after forging sufficient. use. The advanced design (patent) of the quenching chamber is to make the air in the quenching chamber reach a certain range by using the high temperature of the workpiece, so that the cooling speed of the surface and the inside of the workpiece is uniform, that is, the cooling speed is restricted, and it is necessary to make the surface and interior of the workpiece The organizational transformations are all completed in an isothermal furnace. The advantage of this is to obtain ideal equiaxed crystalline ferrite and pearlite with uniform grain size.
Next page
Wall Recessed Electric Fireplace
Wall Recessed Electric Fireplace,Electric Heater,Recessed Electric Fireplace,Square Electric Fireplace
JINAN LODOR CNC EQUIPMENT CO.,LTD , https://www.zgfireplace.com