In our daily work and life, the cups that are often encountered are mostly cup-shaped parts with the same circumferential wall thickness and the same thickness as the cup, as shown in Figure 1 and the cup with the boss shown in Figure 2. Shaped parts. These parts are generally made by cold-rolled sheets through blanking and multiple draws. Sometimes, due to the special performance requirements, cup-shaped parts with unequal wall thickness are often encountered, as shown in Figure 3.
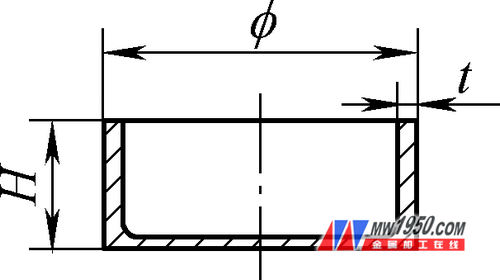
Figure 1 Cup-shaped parts
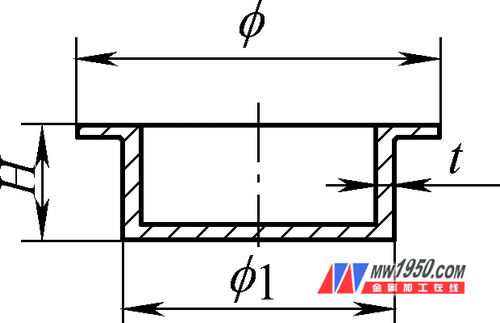
Figure 2 Cupped part with boss
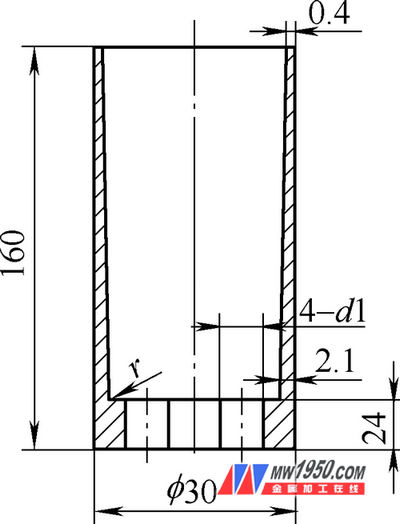
Figure 3 unequal wall thickness cup parts
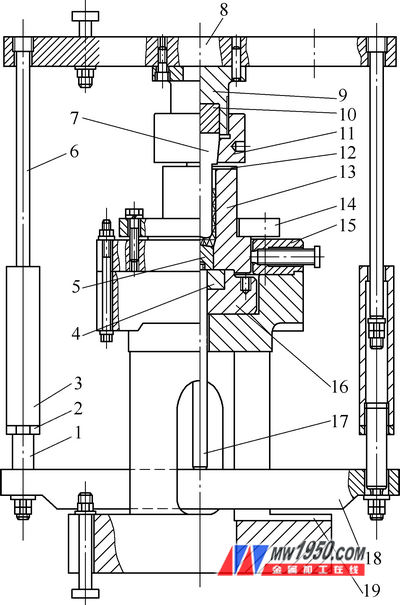
1. Double stud 2. Lock nut 3. Sleeve 4. Die pad 5. Base plate 6. Pull rod
7. Punch 8. Upper die plate 9. Upper die holder 10. Pad 11. Guide cover
12.Adjust the pad 13. Die die 14. Press template 15. Positioning seat
16. Backing plate 17. Top rod 18. Beam 19. Lower mold base
Process analysis
The unequal wall thickness of the cup-shaped part is characterized by a thin wall of the mouth, and the wall of the root is thick, the thickness of the bottom and the circumferential wall are different, and the thickness of the bottom is large. If such parts cannot be formed by cold-rolled steel sheets, the following methods are generally used to manufacture such parts:
(1) Machining is performed by a machine tool using a solid core bar. Although the processing method can ensure the dimensional accuracy requirements of the parts, the mechanical properties of the different parts are required. At the same time, the utilization rate of the materials is low, the production cost is high, and the requirements for mass production cannot be met.
(2) Hot extrusion→thinning and deep drawing This method uses a bar material and then extrudes into a cup-shaped blank by a hot extrusion process. Finally, it is drawn into a cup shape with a thick bottom and a thin wall thickness by a thin drawing process. Pieces. The parts produced by this method not only have high yield, dimensional accuracy, product quality and mechanical properties can meet the requirements of the parts. At the same time, the material utilization rate is high, the parts production cost is low, and the requirements for mass production can be met.
According to the above analysis, it was decided to adopt the hot extrusion→thinning and deep drawing process.
2. Mold structure and working process
The thinning drawing die is designed according to the conventional design. The following mainly introduces the design of the extrusion die.
(1) The hot extrusion die of the mold structure design is shown in Fig. 4.
(2) Features of the mold 1 The mold adopts a universal mold base, which has strong versatility and convenient mold processing and manufacture. 2 The mold is equipped with a lower top material mechanism to facilitate the ejection of the blank. It is especially suitable for use on hydraulic presses without a lower tank unit. 3 The matching precision between the die and the pad adopts the transition fit of H7/m6. 4 The matching precision between the lower mold base and the positioning seat adopts the transition fit of H7/m6. 5Adjust the pad to control the thickness of the bottom of the blank. 6 The mold structure is simple, and the installation and adjustment are convenient.
(3) The working process of the mold puts the heated blank into the cavity of the die 13, and the upper part moves downward under the action of the movable beam of the machine tool, the punch starts to contact the blank, and is gradually pressed into the blank, with The upper mold portion continues downward, and the punch 7 is gradually pressed into the rough material to gradually increase, and when the upper mold portion is moved downward to a certain position, the hot extrusion forming of the part is completed. Thereafter, the upper mold portion is ascended, the punch 7 is pulled out from the formed cup blank, and the cup blank is left in the die 13, at which time the upper mold portion continues to ascend, the tie rod 6 and the sleeve 3 and the stud are studs. 1 Pull the beam 18 upwards. The beam ejects the formed cup blank from the die 13 through the ejector rod 17 and the bottom plate 5, completing a working cycle. The hot-extruded blank is then subjected to subsequent processing by thinning, extension, machining, etc., and finally becomes the required part.
3. Problems in production
(1) The thickness of the bottom of the blank is ensured by adjusting the thickness of the adjustment pad.
(2) Strictly control the heating temperature of the blank before hot extrusion to avoid excessive or too low temperature.
(3) Strictly control the wall thickness difference of the hot extruded blank. If the wall thickness difference of the blank is too large, it is difficult to correct it in the subsequent thinning and deep drawing.
(4) When hot extrusion, try to use a larger degree of deformation to reduce the number of times of thinning and drawing.
(5) When hot extrusion, the surface of the mold needs to be coated with a lubricant. In order to facilitate demolding, some small pieces of wood or charcoal are usually placed on the upper end surface of the bar placed in the die.
(6) Before each shift, the mold must be preheated. The preheating temperature is 250 to 300 °C.
High Speed Door Motor And Control Box
Our company have German SEW Motor, Japan Mitsubishi Controller. Our own brand Hofic servo motor and controller. Chinese famous brand SEJ motor and Holip controller.
About our German SEW Motor and Japan Mitsubishi Controller: It is easy to find the ideal energy-efficient motor for your application at SEW. The series has a suitable design in its range for the globally applicable efficiency classes. Select the power and frequency within this motor design and you have already taken care of the most important selection criteria.All other motor options are of course available independently of the efficiency class. A comprehensive braking concept and cost-optimised built-in encoders ultimately complement the motor range. Comprehensive braking concept and combinations i.e. up to three different brake sizes per motor size featured in the range: Cost-optimised built-in encoders integrated into the motor. Motors for efficiency classes IE1 to IE4.Compact design saves space and costs. Future-proof, also as regards environmental protection (standards). Reduction in operating costs when using energy-efficient motors; our energy-efficient motors conform to the efficiency classes.
About servo High Speed Door Servo Control System: Our rolling gate servo control system is suitable for high speed and high usage soft and hard rolling gate. The whole system is in a small and light package, it has high torque and high operating speed, lower noise, high reliability, smooth and soft operating curves, it`s suitable for high speed and usage environment. The rolling curtain can be controlled by pull switch, push button, Bluetooth, ground radar, ground magnetic sensors. Operating Speed: 1M/s; Operating Width: <16 ㎡; Daily operating time: >2000 time; Rated voltage: 220v; Rated Output: 0.75 KW/1.5KW.
The system can operated via: 1) control box; 2) inching electronic control; 3) continuous automatic operation; 4) emergency stop; 5) single side operation box; 6) time delay; 7) ground radar and/or magnetic sensors. Please refer to Wiring Terminal for eternal connections.
System has fuse/safety wire shutdown switch for three-phase power protection, fuse/safety wire for operating circuit protection, and temperature sensing relay for motor protection.
Stroke Controller utilizes absolute value encoder. Connect the absolute value encoder and reducer via encoder`s axle, and fix the wings on to the reducer, than insert the aviation plug into plug receptacle.
The mounting screw for the control box must inspect regularly to prevent screw been getting loose and falling off. Check the internal and external wirings. Check and change the oil for the redactor on regular basis.
Precision: The system use Full closed-loop servo control and Double Encoder design. This is to ensure long operating life and to prevent overshooting during operating.
Stability: The system utilizes integrated design concept, in order to simplify internal wiring and prevent any function caused by wiring and terminal connections.
High Speed: Motor max speed is 2500 rpm; door max operating speed is 2 m/s.
Smooth: The torque servo system can adjust torque to the load automatically, and its speed curve mode step less speed regulating to ensure a smooth operation.
About SEJ motor and Holip controller: Three-phase asynchronous motor with magnetic brake has broad uses, It is suitable for various mechanical main drive and auxiliary drive, and it is also used for various required rapid stopping and correct positioning. The braking time within 0.2 second. Electric motor is added the DZM series direct current electromagnetic arrester by the basic series(Y series) electric motor.The protection class of electric motor part is IP44,the arrester part is IP23.if be applicable to bad environment can also make the arrester part into IP44,but customer have to put forward a special request while ordering,the manufactory can design a manufacturing exclusively. Its structure diagram is picture 1 and 2,picture 1 is the structure with hand release.Picture 2 is the structure without the hand release.Its operating principle BE, after being to make the retardation coil(6)to connect direct current power supply,because of the function of electromagnetic force,electromagnet(7)attract gag bit(5),and compress spring(24),make arrester disc(2)away from the friction surface of the gag bit(5)and shield(26)(the electrical motor can immediately operate normally).When the power supply cuts off after,the electromagnet(7)loses electromagnet force,the spring(24)releases the gag bit(5)and compress tightly to arrester disc(2),the arrester function,stop(the motor shaft)quickly,make electric motor shop turning to move,for the second time connect power supply will repeat above-mentioned action.
High Speed Door Motor And Control Box,High Speed Door Motor,High Speed Door Servo Motor,Variable-Frequency Servo Motor
Shenzhen Hongfa Automatic Door Co., Ltd. , https://www.hffreezerdoor.com